Diamond wheel for PCB Micro-drill
Air conditioners, televisions, microwave ovens, induction cookers, cars, airplanes, electric cars, printers, fax machines, telephones and even toys with electricity are all common things in life using a component---PCB.


What is PCB?
PCB(Printed Circuit Board) is an important electronic component, the supporting body of electronic components, and the carrier of electrical connection of electronic components. Because it is made by electronic printing, it is called "printed" circuit board.

Before the advent of the PCB, people achieved the same function through point-to-point winding. This unreliable connection method causes frequent failures at the wire connection and short-circuit when the wire insulation begins to age and crack.
An important advancement is the development of wire-wound packaging. At each connection point, a small-sized wire is wound on the column to form a highly durable and easy-to-replace airtight connection.

When the mainstream components of the electronics industry changed from vacuum tubes and relays to silicon devices and integrated circuits, the size and cost of electronic components began to drop significantly. Electronic technology began to spread in consumer products. The driving force of reducing size and cost has prompted the industry to find better solutions to meet demand. Thus was born the technology of printed circuit boards.
The importance of microdrill in PCB
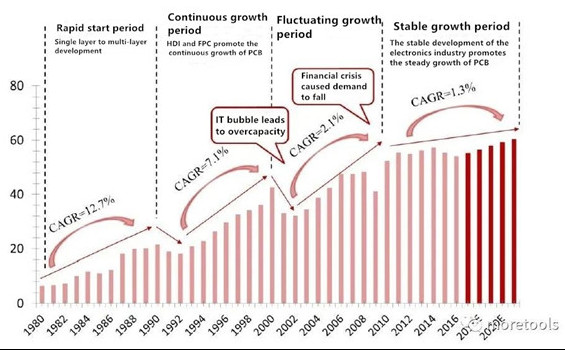
With the popularization of electronic equipment and technological progress, the demand for PCBs is increasing, and drilling accounts for 30-40% of the cost of PCBs. Mass production requires specialized equipment and drills. Good PCB drills use high-quality hard alloy materials, which have high rigidity, high hole position accuracy, good hole wall quality, and long life. However, due to the high hardness of the material, high wear resistance, high brittleness, small blade diameter (0.1Omm to 6.50mm) and other characteristics of PCB drill bit production itself, the processing efficiency is low, the rejection rate is high, and the cutting edge is not sharp. Seriously hinder the industrial production of PCB drill bits and waste costs.

In the production and processing of micro-drills, the quality of the micro-drill tip is closely related to the grinding wheel used. When the design of the grinding wheel is unreasonable, it will cause poor finish during the grinding of the main face of the micro-drill tip , Chipping, sawtooth, large and small surface or eccentricity and other defects, which will lead to the phenomenon of scrapped micro-drills, and the yield rate will be reduced; at the same time, if the grinding wheel is designed unreasonably, it will cause frequent dressing, increase the labor intensity of workers, and the The service life is reduced.

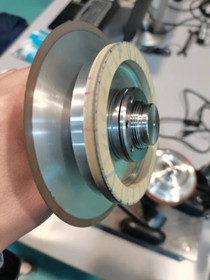
High-precision diamond grinding wheel PCB micro-drill
Using high-precision Cylindrical diamond grinding wheel to grind PCB drills improves the efficiency and improves the defects such as poor finish, chipping, sawtooth, large and small faces or eccentricity, which greatly reduces the waste phenomenon of processed micro-drills and the yield rate Ascend to the extreme. This type of grinding wheel is used for precision machining of carbide and high-speed steel micro-drills with small bar diameters and shallow groove depths.

Processing objects: solid carbide, stainless steel welding type PCB processing micro milling cutters, drills grinding.
Advantages: good sharpness, excellent shape retention, long grinding wheel correction interval, excellent surface finish of the processed workpiece, etc.
Grinding type: slotting, step grinding, cylindrical grinding, end grinding.
Wheel shape: 1A1, 3A1, 14A1, 1V1, 11V9, 12V9, 4B1.
Bond : Resin bond, Vitrified bond
Abrasive types: diamond, CBN
Matching grinder: Makino CNC grinder



| Type | D (mm) | T (mm) | H (mm) | W (mm) | X (mm) |
| 4B1 | 150 | 24 | 20,31.75 | 4,6 | 2,3 |
| 200 | 20 | 20,31.75 | 6 | 3,6 | |
| 250 | 20 | 20,31.75 | 8 | 6,8 | |
| 4A9 | 80 | 6 | 20,25,31.75,40 | 10 | 6 |
| 100 | 8 | 20,31.75 | 10 | 6 | |
| 150 | 8 | 20,31.75 | 10 | 6 | |
| 3A1 | 100 | 6 | 20,31.75 | 6 | 1,4 |
| 125 | 8 | 20,31.75 | 6,8 | 4,1.5 | |
| 150 | 6,8 | 20,31.75 | 6,8 | 4,2 | |
| It can be customized according to your requirement. | |||||
Grinding wheel dressing
The dressing of the grinding wheel is usually divided into two processes: shaping and sharpening. Shaping is to change the macro shape of the grinding wheel to make the grinding wheel reach the required geometric shape and dimensional accuracy, and to make the tip of the abrasive particles finely crushed to form a sharp sharp edge. Sharpening is to remove the bonding agent between the abrasive particles of the grinding wheel, so that the abrasive particles protrude from the surface of the bonding agent, and form the necessary chip space to make the grinding wheel have the best grinding ability. According to the specific situation, the shaping and the sharpening can be carried out together or at the same time, or they can be carried out in stages.
General sharpening: white corundum grinding wheel
General shaping: green silicon carbide
E-mail:anna.wang@moresuperhard.com
Mobile/What's App:+86 15617785923
Skype:Annawng QQ:1664333593
WeChat:15617785923



评论
发表评论